

قالب حقن الكوع 45 درجة
45-Degree Elbow Injection Mold: Design and Manufacturing Considerations A 45-degree elbow injection mold is a specialized tool used in plastic injection molding to produce pipe fittings that change the direction of fluid flow by 45 degrees. These molds are critical for manufacturing durable, high-precision plastic elbows used in plumbing, irrigation, and industrial piping systems. The design and production of such molds require careful consideration of material selection, mold structure, cooling efficiency, and ejection mechanisms to ensure consistent part quality and cost-effective manufacturing. 1. Mold Design and Structure The 45-degree elbow mold consists of multiple components, including the core, cavity, sliders, and ejector system. Due to the angled geometry of the part, the mold must incorporate side actions or sliders to form the internal and external curves of the elbow. The parting line is strategically placed to minimize flash and facilitate smooth demolding. The mold is typically designed in a multi-cavity configuration to maximize production efficiency while maintaining dimensional accuracy. 2. Material Selection The mold is usually constructed from high-grade tool steel, such as P20, H13, or S136, to withstand high injection pressures and prolonged use. Hardened steel is preferred for critical components like the core and cavity to resist wear and extend mold life. For corrosive plastics (e.g., PVC), stainless steel or chrome-plated surfaces may be used to prevent degradation. 3. Cooling System Optimization Efficient cooling is essential to minimize cycle time and prevent warping or sink marks in the molded part. The cooling channels must follow the contour of the elbow to ensure uniform heat dissipation. Conformal cooling, where channels are shaped to match the part geometry, can significantly improve cooling efficiency but requires advanced manufacturing techniques like 3D printing or CNC machining. 4. Ejection and Demolding The angled shape of the 45-degree elbow makes ejection challenging. Ejector pins or sleeves are placed along the parting line to push the part out without deformation. Air ejection or stripper plates may also be used for complex geometries. Proper draft angles (typically 1-2°) are incorporated to facilitate smooth part release. 5. Quality Control and Testing Before full-scale production, the mold undergoes trial runs to verify dimensional accuracy, surface finish, and mechanical properties. Adjustments may be made to gate locations, cooling rates, or ejection mechanisms to eliminate defects like short shots or weld lines. Conclusion A well-designed 45-degree elbow injection mold ensures high productivity, precision, and longevity. By optimizing material selection, cooling, and ejection, manufacturers can produce consistent, high-quality fittings that meet industry standards. Continuous maintenance and periodic inspections further enhance mold performance, reducing downtime and production costs.
نتاج
تصنيف:
-

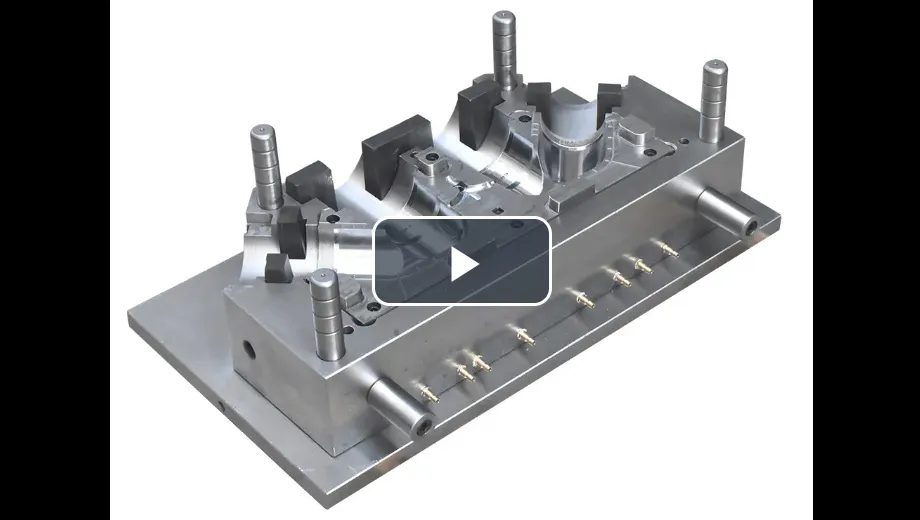
كوع PP قابل للطي 45 درجة قالب تركيب الأنابيب
تصنيفها: قالب تركيب الأنابيب PPالمشاهدات: 571عدد:وقت الإصدار: 2025-09-16 23:45:38PP الكوع القابل للطي 45 درجة قالب تركيب الأنابيباسم القالب: قالب تركيب الأنابيب PP الكوع القابل للطي 45 درجةالتجويف: 2 تجاويفقالب فولاذي: 718 2738 للتجويف والقلبالبوابة: البوابة المباشرةهيكل القالب: هيكل اسطوانة الزيتصلابة النواة/التجويف: HRC 40-45 درجة بعد المعالجة الحرارية بالفراغآلة التشكيل بالحقن: 400 طن تأسست شركة Taizhou Huangyan Hong Jin mould Co., Ltd في عام 2002. نحن محترفون في تصميم وتصنيع قالب تركيب الأنابيب لأكثر من 23 عامًا.ونحن نتطلع إلى التعاون الطويل معكم.فيما يلي المعلومات الرئيسية للرجوع إليها.التعليمات:1.ما هو موك الخاص بك؟1 مجموعة على ما يرام2. ما هو وقت التسليم الخاص بك؟وق... -

قالب حقن الأنابيب البلاستيكية الكوع 45 درجة
تصنيفها: قالب تركيب الأنابيب البلاستيكيةالمشاهدات: 482عدد:وقت الإصدار: 2025-10-28 21:16:52قالب حقن الأنابيب البلاستيكية الكوع 45 درجةاسم القالب:قالب حقن الأنابيب البلاستيكية الكوع 45 درجةالتجويف: 10 تجاويفحجم القالب: 50 ممقالب فولاذي: ألمانيا 2316 الصين 2316 أو 4cr13 للتجويف والقلبالبوابة: البوابة المباشرةهيكل القالب: زاوية دبوسصلابة النواة/التجويف: HRC 40-45 درجة بعد المعالجة الحرارية بالفراغآلة التشكيل بالحقن: 320 طن مشكلة حقن البي في سي والحل1. نقص المواد: غالبًا ما تحدث ظاهرة عدم إمكانية ملء القالب أثناء عملية تجهيزات أنابيب الحقن. عندما بدأت آلة التشكيل بالحقن في العمل للتو، نظرًا لأن درجة حرارة القالب منخفضة جدًا، فإن فقدان الحرارة للمادة المنصهرة PVC كبير، وسهل إنتاج التصل...


أخبار
تصنيف:
-
[industry news]يجب الانتباه إلى مشكلات السلامة هذه عند قولبة الحقن
2024-06-29 16:59:39
حالة
تصنيف:

فيديو
تصنيف:
تحميل
تصنيف:
لا توجد نتائج بحث!
تجنيد
تصنيف:
لا توجد نتائج بحث!
المنتجات الموصى بها
لا توجد نتائج بحث!





 واتس اب
واتس اب هاتف
هاتف